When new machines or systems are designed nowadays, one aspect in particular is at the center of development: safety. Potential danger points, such as doors, must be protected by appropriate measures.
The performance level (PL) in turn helps designers to determine these measures. In this article, we explain how this works and what different PLs there are.
What is a performance level?
The European Machinery Directive (Machinery Ordinance from 2027) requires that a risk assessment is carried out for every machine that is placed on the market.
This involves assessing whether sufficient measures have been taken to mitigate the potential hazards posed by this machine. If the risk of injury is high, the quality of the technical protective measures must also be high.
According to ISO 13849-1, the PL is a "discrete level that specifies the ability of safety-related parts of a control system to perform a safety function under foreseeable conditions". It therefore describes the numerical measure for the quality of these protective measures.
What performance levels are there?
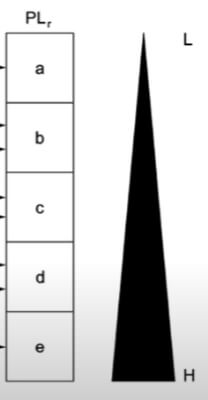
The PL is specified in levels a to e. The higher this is, the lower the probability of a dangerous failure.
PL a describes the lowest level, PL e the highest level.
In more concrete terms, this means (depending on the utilization of the machine) that level a corresponds to a probability of a dangerous failure after 1 to 10 years.
Level e, on the other hand, corresponds to 10,000 to 100,000 years.

Next Steps: Implementation of the PLr
Once a PLr has been determined in advance on the basis of the risk graph, the next step is to define the corresponding technical protective measures. The PLr therefore forms the specification, the PL is the subsequent technical implementation – i.e. the level that is actually present on the machine.
The PL must always be equal to or greater than the PLr!
The next step is to implement the PLr, for example by installing safety switches. In the simplest case, these products already have a PL defined by the manufacturer. This is because the PL of the technical protective measure can then be easily derived using a simplified procedure described in ISO 13849-1.
However, if there are several sources of danger, care must be taken to ensure that the entire safety chain ultimately achieves the PLr. If there are more than 3 components within this chain, this must then also be proven by calculation.
Our colleague explains this "simple" approach once again in the following video (german version):
-->

Performance level: An important safety component
In conclusion, it can be said that the PL is a very important component in safety applications. The higher it is, the safer the design of machines and systems.
The basic knowledge briefly presented here requires more information for a comprehensive understanding than is possible within this framework. For a more detailed explanation, please also refer to the IFA Report 2/2017, which can be downloaded free of charge here: https: //www.dguv.de/ifa/publikationen/reports-download/reports-2017/ifa-report-2-2017/index.jsp